LIGHTING OF PRODUCTION PREMISES
The influence of lighting conditions on performance, safety and productivity
Light is a natural condition of human life, playing important role in maintaining health and high performance. It has a positive effect on a person’s emotional state, metabolism, cardiovascular and central nervous system.
The human visual analyzer is the main source of information he receives about the outside world.
Thus, being the most important indicator of occupational hygiene, industrial lighting is intended for:
Improving visual work conditions and reducing fatigue;
Improving labor safety and reducing occupational diseases;
Increasing labor productivity and product quality.
Light is part of the electromagnetic spectrum of visible radiation (λ = 0.38-0.77 µm).
Basic lighting quantities and units of measurement
Lighting quantities quantitatively characterize the effect of light radiation on human eyes. Typically, quantitative indicators such as luminous flux, luminous intensity, illumination, surface brightness, reflection, transmittance and absorption coefficients are used.
luminous flux (F) – radiation flux assessed by its impact on people. eye.Per unit – LUMEN(lm)
luminous intensity (I) – spatial density of luminous flux, cat. determined by the ratio of the luminous flux F to the physical (spatial) ω, in cat. it spreads. The unit of luminous intensity is taken candela (cd). A solid angle is a part of the sphere's space, limited by a cone reflected onto the surface of the sphere, with its vertex at its center. The unit of solid angle is the steradian (sr).
illumination (E) – surface density of luminous flux F. With a uniform distribution of luminous flux perpendicular to the illuminated surface S, the illumination  .Measured in lux (lx)
.Measured in lux (lx)
surface brightness (B) - represents the surface density of luminous intensity and is defined as the ratio of luminous intensity I in a given direction to the projection of the luminous surface onto a plane perpendicular to the direction of observation.  , where ά is the angle between the normal to the surface S and the direction to the eye. Per unit brightness candelas per m2 (cd/m 2
).
Brightness of light. size, cat. directly perceived by the human eye. Visual sensations are determined by the brightness of the illuminated surface, depending on its color, roughness and other factors. Excessive brightness leads to short-term sensation
, where ά is the angle between the normal to the surface S and the direction to the eye. Per unit brightness candelas per m2 (cd/m 2
).
Brightness of light. size, cat. directly perceived by the human eye. Visual sensations are determined by the brightness of the illuminated surface, depending on its color, roughness and other factors. Excessive brightness leads to short-term sensation
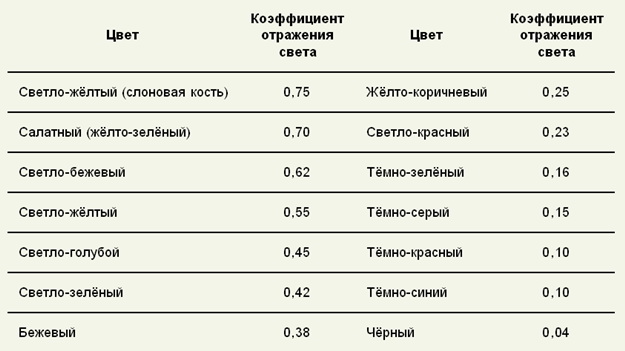
the coefficients of reflection ρ, transmission τ and absorption β of surfaces are measured in % or fractions of unity.
 ,
,
 ,
, , where F ρ , Fτ, F β are the light fluxes reflected, absorbed and transmitted through the surface, respectively
, where F ρ , Fτ, F β are the light fluxes reflected, absorbed and transmitted through the surface, respectively
BACKGROUND – surface. directly adjacent to the object. The background is considered light when ρ>0.4, medium when 0.4>ρ>0.2, dark when ρ<0,2
The contrast K - the object of observation and the background is determined by the difference between their brightnesses
К=(Во-Вф)/Вф, where Во, Вф – brightness of the object and background
The effect of light on the human body
Light is one of the most important conditions for human existence. It affects the condition of the body. Properly organized lighting stimulates the processes of nervous activity and increases performance. In case of insufficient lighting people. works less productively, gets tired quickly, the likelihood of side effects increases, which can lead to injury. It is believed that 5% of injuries can be caused by such a prof. diseases such as working myopia (myopia)
Depending on the wavelength, light can have an stimulating (orange-red) or calming (yellow-green) effect.
The spectral composition of light affects labor productivity. Research shows that if the production of people. in natural light it is taken as 100%, then in red and orange light it is only 76%. People have a cat. for some reason, partially or completely deprived of natural light, light starvation may occur. Good lighting eliminates eye strain and speeds up the pace of work.
Natural and artificial lighting, their sources, regulation.
Types and systems of lighting
Depending on the light sources, industrial lighting can be natural, artificial or combined.
Natural lighting in a room can be formed by direct sunlight, diffused light from the sky and reflected light from the ground and other objects.
Artificial lighting is created by incandescent lamps or gas discharge lamps.
Combined lighting is the addition of natural lighting with artificial lighting in the dark and daytime when there is insufficient natural light.
Natural light is significantly different in its spectral composition from artificial light.
The spectrum of sunlight contains significantly more ultraviolet rays necessary for humans; it is characterized by high diffusion (scattering) of light, which is very favorable for visual working conditions. Natural lighting provides visual contact with the external environment and eliminates the monotony of the lighting environment in rooms, which causes premature fatigue of the nervous system.
Considering the high biological and hygienic value and positive psychological impact of natural light, in practice they strive to use it as much as possible when designing industrial lighting.
Premises with constant occupancy should, as a rule, have natural light.
By design features daylight it happens: lateral, when light enters the room through light openings in the external walls, windows; upper - through the upper light openings, lanterns; combined - a combination of side and top lighting.
Since the level of natural lighting can change sharply over a short time, the normalized value (quantitative characteristic) of natural lighting is not the illumination of the workplace, but the coefficient of natural illumination (K.E.O.).
Daylight factor (e) is the ratio of natural light at a reference point indoors (  Ev) to the simultaneous value of external horizontal illumination (En), created by the light of the full open sky.
Ev) to the simultaneous value of external horizontal illumination (En), created by the light of the full open sky.
K.E.O. shows what part of the outdoor illumination is the illumination at a certain point indoors
K.E.O.(e)=  %
%
Artificial According to their functional purpose, lighting is divided into work, emergency, evacuation, security and duty.
Working lighting is installed in all rooms, as well as areas of open spaces intended for work, the passage of people and traffic.
Artificial work lighting can be general or combined, when local lighting is added to the general lighting, concentrating the light flux directly at the workplace. The use of local lighting alone inside buildings is not allowed.
Depending on the location of equipment and workplaces, general lighting can be uniform or localized.
Emergency lighting is provided in all cases where a sudden shutdown of the main lighting can cause an explosion, fire, poisoning of people, danger of injury, long-term disruption of the technological process or disruption of the operation of communication centers, water and gas supply installations, duty posts and control points of various systems.
Evacuation lighting is provided in the passages of industrial buildings with more than 50 people working, where the exit of people from the premises when the working lighting suddenly turns off is associated with the risk of injury.
Security lighting is provided (in the absence of special technical security means) along the boundaries of the territory guarded at night.
The duty officer is included during non-working hours.
Artificial lighting is assessed by the magnitude of illumination (E, lux).
Sources of artificial lighting can be incandescent lamps and gas-discharge lamps.
The service life of incandescent lamps is up to 1000 hours, and the luminous efficiency is from 7 to 20 lm/W. Iodine incandescent lamps have the greatest advantages. Their service life reaches 3000 hours, and the luminous efficiency is up to 30 lm/W.
Visible radiation from incandescent lamps predominates in the yellow and red parts of the spectrum, which causes color distortion and makes it difficult to distinguish shades of colors.
Gas-discharge lamps have light characteristics that better meet hygienic requirements. Their radiation in the optical range of the spectrum arises as a result of an electrical discharge in an atmosphere of inert gases, metal vapors and their salts. The service life of gas-discharge lamps reaches 14,000 hours, and the luminous efficiency is 100 lm/W.
By selecting inert gases and metal vapors in the atmosphere of which the discharge occurs, it is possible to obtain the luminous flux of gas-discharge lamps in any part of the spectrum.
In gas-discharge lamps, the cylinder is filled with mercury vapor and inert gas, and a phosphor is applied to its inner surface.
The most common gas-discharge lamps are low-pressure and fluorescent lamps, which have the shape of a cylindrical tube. They are available in different colors: fluorescent lamps (FL); cool white (LCB); white (LB); warm white (LTB) and improved color rendering (LDC).
Fluorescent lamps are a glass tube, the inner surface of which is coated with a phosphor. The passage of electric current through this mixture is accompanied by the emission of ultraviolet rays invisible to the eye, causing the phosphor to glow. That. In fluorescent lamps, electricity is first converted into ultraviolet rays and then, with the help of a phosphor, into visible light. Using various phosphors, it is possible to give lamps different colors, including those close to daylight.
fluorescent lamps have low brightness and therefore do not have a blinding effect on the eyes; the surface of the lamp tube heats up slightly (40-50). The disadvantages of fluorescent lamps include the fact that special ballasts are required to ignite and stabilize the combustion mode, which complicates their operation and reduces efficiency. Fluorescent lamp lighting may cause stroboscopic effect, which consists in the fact that due to the lack of thermal inertia, rotating parts of machines illuminated by a lamp may appear stationary or rotating in the opposite direction. This effect can be reduced by switching on adjacent lamps in different phases of the network, but it cannot be completely removed. The main disadvantage is the high sensitivity to changes in ambient temperature. Normal lamp operation is ensured at an ambient temperature of 18-25
High-pressure gas-discharge lamps include metal halide, sodium, arc, mercury, xenon and others.
Mercury lamps, unlike fluorescent lamps, light up steadily and work well at both high and low ambient temperatures. They have high power and are mainly used for lighting high industrial premises and streets.
Xenon lamps consist of a quartz tube filled with xenon gas. They are used to illuminate sports facilities, railway stations, and construction sites. They are sources of ultraviolet rays, the effect of which can be dangerous when illuminated above 250 lux.
The most promising are halogen lamps, the discharge of which occurs in vapors of halide salts, as well as sodium lamps. They are characterized by excellent color rendering and high efficiency (light output 110-130 lm/W).
With combined lighting, general artificial lighting of the premises should be provided by gas-discharge lamps. The use of incandescent lamps is permitted in cases where, due to technology, environmental conditions or interior design requirements, the use of gas-discharge lamps is impossible or impractical.
Combined lighting is assessed by the coefficient of natural illumination when artificial light sources are turned off.
Industrial lighting standards are set depending on:
Characteristics of visual work (the smallest size of the object of discrimination, the lightness of the background, the amount of contrast between the object and the background;
Category and subcategory of visual work;
Type and lighting system (for artificial lighting).
For the 1st: the object of discrimination is determined by the smallest size of an object (part) or part of it that needs to be distinguished (recognized) in the process of performing this work (for example, a point, the thickness of a wire, etc.).
For the 2nd: depending on the size of the object of discrimination and the distance of the object from the eyes of the worker, all work is divided into 8 categories of accuracy, which, in turn, are divided into subcategories (a, b, c, d) depending on the contrast of the detail of discrimination with background and on the background reflectance. For each subsection, the standards establish a certain value of illumination and natural illumination coefficient, which decrease as the size of the details, contrast with the background and reflection coefficient increase. (The background is the surface adjacent directly to the object of distinction on which it is viewed)
Requirements for workplace lighting
- Lighting in workplaces must correspond to the nature of visual work
Fairly uniform distribution of brightness per worker. surfaces
No sharp shadows on the work surface. surfaces
Lack of shine
Consistency of illumination over time
Correct color rendering
Ensuring electrical, explosion and fire safety
Economy
Artificial light in its spectral composition should be close to natural
The lighting of the working area must satisfy the following. conditions:
Illumination level work. surfaces must comply with hygienic standards for this type of work
The uniformity and stability of the level of illumination in the room must be ensured, and the absence of sharp contrasts between the illumination of workers. surfaces and surroundings space
There should be no glare from light sources or other objects in the field of view
Artificial light in its spectral composition should be close to natural
TOPIC: 2 BODIES FOR SUPERVISION AND CONTROL OF COMPLIANCE WITH LABOR LEGISLATION. SYSTEM OF OCCUPATIONAL SAFETY STANDARDS
Supervision bodies and control over compliance with labor legislation in the Republic of Belarus .
Supervision and control over compliance with labor legislation is carried out by specially authorized state bodies acting in accordance with the law.
Control is carried out at 3 levels:
State;
Public;
Departmental.
State Committee for Transport uda - develops draft regulations governing responsibility for the state of working conditions, and exercises control over the provision of benefits and compensation for unfavorable working conditions.
State Labor Inspectorate- supervision and control over compliance with labor legislation, imposing sanctions on employers and officials for its violation, providing employers and employees with technical and legal information and recommendations for the application of legislation, coordinating the activities of state supervisory authorities, specialized and departmental labor protection inspectorates.
Gospromatnadzor(State Committee for Supervision of Safe Work in Industrial and Nuclear Energy) - directs its activities to identify the causes of conditions conducive to accidents and industrial injuries, monitors compliance with safety requirements when operating equipment, carrying out blasting operations, etc.
Gosenergonadzor(State Committee on Energy Supply and Energy Supervision) - supervises the use of electrical installations and stations in enterprises and organizations.
State Sanitation Supervision- exercises control over the implementation of sanitary and hygienic measures aimed at eliminating and preventing pollution of the external natural environment, as well as monitoring the organization and implementation of measures aimed at reducing and preventing morbidity, guided by the legislation on health care and acts of the Ministry of Health.
State fire inspection services- Ministry of Emergency Situations - supervise compliance with the fire safety regime at facilities
Prosecutor supervision- resolves the issue of liability of the person who violated legislative acts.
Public control carried out by trade unions.
Departmental control- control of departments and ministries.
Responsibility of officials for violation of the law:
disciplinary- consists of imposing the following penalties on the perpetrators: reprimand, reprimand, demotion, dismissal;
administrative- fine, deprivation of special rights, warning, correctional work; material;
criminal- the penalty is determined depending on the severity of the crime and can be in the form of a fine, dismissal, correctional labor or imprisonment for up to 5 years.
Occupational Safety Standards System (OSS), its meaning and structure .
Currently, in the Republic of Belarus there is a uniform SSBT for all sectors of the national economy.
SSBT- a set of interrelated standards containing requirements, norms and rules aimed at ensuring safety, maintaining human health and performance during the work process.
SSBT is an integral part of the state system of standards.
The following categories of standards have been established:
GOST - state standard;
OST - industry;
PCT - republican;
STP is the enterprise standard.

For example, GOST 12.4.089-80 SSBT
GOST - index denoting state standard;
12 - state standards code;
4 - subsystem number, indicating the requirements for protective equipment for workers;
089 - serial number in the subsystem;
80 - the last two digits of the year of registration of the standard.
If there is an asterisk after the year of publication (for example, 80*), this means that the standard has been reissued with changes.
Standards of subsystems 0,1,2,3,4,5 and issues reflected in n their.
The standards included in the SSBT are divided into subsystems, designated by numbers from 0 to 5:
ABOUT- organizational and methodological standards establishing the structure of safety standards, terminology in the field of occupational safety, classification of dangerous and harmful production factors, organization of training for workers in occupational safety, etc.;
1 - standards of requirements and norms for types of hazardous and harmful production factors, establishing their maximum permissible values, methods of control and protection of workers;
2 - standards of safety requirements for production equipment, including those standards that establish safety requirements for the design of equipment and its elements;
3 - standards of safety requirements for production processes, includes standards that establish safety requirements for technological processes, production equipment, workplaces, and personnel work schedules;
4 - standards of requirements for protective equipment for workers, establish requirements for protective and hygienic protective equipment, as well as methods for their testing and evaluation.
5 - standards of safety requirements for buildings and structures.
Rights and responsibilities of the state labor inspectorate
The Labor Inspection Committee under the Ministry of Labor is a state body for supervision and control of compliance with labor legislation and occupational safety regulations. He exercises control over the entire range of issues related to the organization of occupational safety work, at all stages of the production process, at all enterprises, regardless of their form of ownership.
State labor inspectors are given the right to:
freely visit enterprises
get acquainted with any documents and make copies of them, unless there are legal restrictions on this
receive from managers. officials and employees explanations on issues within their competence
seize and take with you for analysis samples of used and processed materials and substances, provided that the employer is notified about this and there are no legal restrictions on this
In case of violations:
1) issue binding instructions to the employer
2) suspend (prohibit) the operation of workshops, areas, equipment
3) impose fines on officials and employers
4) raise the issue with the relevant authorities about holding officials accountable for violating labor legislation and occupational safety regulations
Responsibilities of the safety inspection committee:
organize work on occupational safety
carries out special investigations of industrial accidents
conduct a selective examination of industrial facilities under construction, reconstruction and operation
TOPIC: 3 ORGANIZATIONAL STRUCTURE OF OCCUPATIONAL SAFETY. TYPES OF TRAINING IN SAFE WORK PRACTICES. ORGANIZATIONAL, TECHNICAL, SOCIAL AND HOUSEHOLD SAFETY MEASURES.
Regulations on the organization of labor protection work at the enterprise. Occupational Safety and Health Service .
Proper organization of occupational safety work is of paramount importance for increasing labor productivity and eliminating the causes of accidents and occupational diseases. The organization of occupational safety work at an enterprise is determined by special documents (occupational safety management system, occupational safety work system). which determine the responsibilities of the enterprise’s health officials, the procedure for planning work on labor safety, and monitoring this position.
General management of labor protection at the enterprise is carried out by the head of the enterprise and the engineer, heads of structural divisions.
The head of the enterprise takes measures to create safe and healthy working conditions, i.e. is responsible for organizing labor protection in the enterprise as a whole.
The chief engineer monitors compliance with rules and regulations on labor protection, safety precautions, industrial sanitation, and fire safety.
The chief engineer manages the development of work plans for occupational safety, analyzes the causes of injuries and illnesses at work, and organizes the implementation of instructions from higher-level and regulatory authorities. Systematically checks the state of TB and sanitary and hygienic working conditions at the enterprise and takes measures to eliminate identified deficiencies. In addition, the chief engineer approves accident investigation reports, promotes occupational safety and provides workers with instructions and rules on occupational safety, organizes knowledge testing and advanced training for managers and specialists on occupational safety issues.
All large enterprises have organized labor protection service. The labor protection service reports directly to the head of the enterprise or his deputy.
The main tasks of the labor protection service are:
organization of work to ensure workers' safety, prevent industrial injuries and occupational diseases, eliminate (reduce) industrial hazards;
control over ensuring occupational safety requirements, compliance with legislation, rules, norms and instructions on occupational safety;
consulting and providing methodological assistance to officials, heads of departments and other employees on occupational safety issues, the correct application of the provisions of labor and occupational safety legislation.
Instructing and training communications workers in safe working methods. System of briefings, types, their characteristics, methodologymanagement
Employees are trained in safe working methods through briefings.
The following types of briefings are carried out: introductory;
primary at the workplace;
repeated;
unscheduled;
Induction training carried out by an occupational safety engineer with all employees who are hired for the first time for permanent or temporary work, regardless of their education, work experience, position, as well as with students undergoing practical training. Introductory training is carried out according to a program approved by the employer. The program provides general information about the enterprise, dangerous and harmful production factors, familiarity with internal labor regulations, etc.
Initial briefing at the workplace before the start of production activities, they are carried out with all employees hired; employees transferred from one division to another; workers performing new work for them. Initial instruction is carried out with each employee individually with a practical demonstration of safe techniques and work methods.
Re-briefing all employees, regardless of qualifications, education, length of service, or the nature of the work performed, undergo it at least once every six months, with the exception of persons who are not involved in the maintenance, testing, adjustment and repair of equipment, storage and use of raw materials. These persons may not receive on-the-job training. Repeated briefing is carried out to assess knowledge of rules and instructions on occupational safety.
Unscheduled instruction g is carried out at:
the introduction of new or revised regulations on occupational safety;
changes in technological processes, replacement or modernization of equipment;
violation by workers of regulatory legal acts on occupational safety.
Targeted briefing carried out at:
performing one-time work not related to direct duties in the specialty (cleaning the territory, etc.); liquidation of consequences of accidents and natural disasters; conducting excursions at the enterprise, organizing public events with students (hikes, etc.).
Primary, repeated, unscheduled and targeted briefings are carried out by immediate supervisors of work. On-the-job training ends with a survey and testing of acquired skills in performing safe work. The conduct of briefings is recorded in a special journal.
Planning and financing of occupational safety measures .
The following types of plans are being developed:
1) long-term (five-year plans): these are comprehensive plans for improving occupational safety and health, they are part of the economic development plans of the enterprise;
2) current (annual) occupational safety plans included in the collective bargaining agreement;
operational (quarterly, monthly) plans for sectors of the economy.
Before development promising (complex) plans, it is recommended to carry out certification and certification of the state of working conditions in the workplace. This will make it possible to establish the number of people engaged in heavy, dangerous and harmful work and a plan for their reduction, determine the number of jobs that do not meet the standards for sanitary factors (noise, vibration, temperature) and a plan for their elimination; identify traumatic areas.
The development of a comprehensive plan is carried out under the leadership of the manager or chief engineer and the chairman of the trade union committee, and is submitted for discussion by labor collectives.
The report on the implementation of the plan is drawn up in statistical reporting form No. 21-t “Report on the implementation of a comprehensive plan for improving occupational safety and health measures.”
Annual plans (current planning) are compiled on a 5-year basis and are detailed. Here, measures are planned to modernize production equipment in order to ensure safety and working conditions, installation of safety and protective devices, application of identification paint and safety signs in accordance with GOST, provision of workwear, safety footwear and other personal protective equipment, etc.
Operational planning includes eliminating deficiencies identified by State Supervision bodies as a result of inspections, checking the training of persons, etc.
Events are financed through:
depreciation fund, if activities are carried out simultaneously with major repairs of funds; capital investments, including a production development fund, if the activities are capital;
overhead costs, if they are non-capital in nature. A report on the use of funds for occupational safety is prepared according to form No. 7-tvn “Information on the costs of activities for occupational safety
TOPIC INDICATORS OF THE STATE OF LABOR SAFETY. METHODS OF ASSESSMENT AND ANALYSIS OF THE STATE OF OCCUPATIONAL SAFETY.
Dangerous and harmful production factors .
Hazardous production factor refers to a factor whose impact on a worker under certain conditions leads to injury or other sudden sharp deterioration in health. Hazardous factors are: electric current, moving parts of machines and mechanisms, unprotected moving elements of production equipment, elevated equipment surface temperature
Harmful production factor refers to a factor whose impact on a worker under certain conditions leads to illness or decreased performance. Harmful production factors include noise and vibration of machines and equipment, electromagnetic vibrations, insufficient or excessive lighting, dust and gas contamination of the environment, excessive neuropsychic and emotional stress.
All dangerous and harmful production factors, according to the nature of their action, are divided into:
physical factors- these are moving machines and mechanisms, moving parts of machines; increased levels of harmful aerosols, vapors, gases, elevated or elevated temperatures, etc.;
chemical factors- these are lubricants, acetone, carbon dioxide, varnishes, paints, enamels and many other chemicals;
biological factors- pathogenic microorganisms (bacteria, viruses), as well as macroorganisms (plants and animals);
psychophysiological factors- these are physical overloads (static and dynamic) and neuropsychic (mental overstrain, monotony of work).
All harmful substances are hazardous and harmful production factors. According to their physical state, these can be gases, dust, vapors, fumes, mists, liquid, solid, and granular bodies. Many substances when mixed with air form aerosols.
Aerosols with particles formed as a result of grinding solids (minerals, soil, sand, etc.) are called dust. The settled dust is called aerogels and Aerosols with solid particles formed during volumetric condensation of supersaturated vapors, combustion and other chemical reactions are called smoke. Aerosols containing liquid particles are called fogs.
Based on the degree of impact on the body, harmful substances are divided into four hazard classes:
1- extremely dangerous
2- highly dangerous
moderately dangerous,
low-hazard
The main unfavorable production factors at enterprises are: increased noise levels, increased nervous-emotional stress, harmful chemicals in the air of the working area that exceed the maximum permissible concentrations in the workplace.
Creating favorable conditions in production primarily involves the complete elimination or reduction to safe levels of hazardous and harmful production factors.
Injuries and illnesses at work, their causes .
Work injury is an injury sustained by a worker at work and caused by non-compliance with occupational safety requirements.
The totality of injuries received during work characterizes industrial injuries.
Industrial injuries, unlike occupational diseases, have an element of surprise.
Injuries called damage to body tissues and disruption of its functions in accidents, i.e. when workers are exposed to hazardous production factors.
They can be:
mechanical (bruise, cut, fracture, dislocation, etc.);
thermal (burn, frostbite);
chemical (chemical burn);
electrical (burn, metallization of skin, electric shock, etc.);
psychological (nervous stress, fear, etc.).
Injuries can result in temporary or permanent disability. In this case, the victim may lose general ability to work or only professional one. If he loses his professional ability to work, he cannot work in his profession, but can be used in other jobs. In case of loss of general ability to work, the victim partially or completely loses the ability to perform any work.
Unfavorable working conditions can cause occupational and general diseases.
Occupational diseases arise under the influence of harmful production factors. They can cause temporary, long-term or permanent disability.
A special case of occupational disease is occupational poisoning.
Occupational diseases according to the principle of origin are divided into:
occupational diseases caused by physical factors. These include vibration disease, which occurs when the human body is exposed to vibration; hearing loss that occurs with systematic and intense exposure to noise, etc.
occupational diseases caused by dust. These include chronic occupational pulmonary fibrosis, as well as chronic dust bronchitis, etc.
occupational diseases caused by exposure to chemicals. These include acute and chronic poisoning, acute and chronic skin diseases - dermatitis, eczema.
The Ministry of Health of the Republic of Belarus has approved a list of occupational diseases. It is used by doctors to legally recognize a disease as occupational, as well as when prescribing temporary disability benefits, disability pensions, and when considering issues related to companies’ compensation for damage caused to an employee’s health.
The causes of industrial injuries and diseases can be divided into the following groups:
- technical reasons- these are design defects of machines, tools or their malfunction; absence or malfunction of protective and blocking devices;
organizational reasons- this is non-compliance with safety rules, lack of training of the victim, incorrect work techniques, deficiencies in the organization of the workplace, lack of personal protective equipment, violation of labor discipline, lack of supervision when performing work with increased danger;
sanitary reasons- increased levels of harmful substances in the air, high noise levels, poor lighting, unsanitary conditions of premises, non-compliance with sanitary standards;
psychophysiological reasons- monotony, high work intensity, fatigue.
Methods for analyzing the causes of accidents .
Based on F.N-1 acts and accident investigation materials, the causes that caused them are analyzed. Analysis can be carried out using several statistical, monographic, group and topographic methods.
Statistical method is based on a study of the causes of injuries according to F.N-1 acts for a certain period of time. This method allows us to determine the dynamics of injuries, identify patterns and connections between the circumstances and causes of accidents.
Relative statistical coefficients of frequency and severity are used to assess the level of injury.
Injury frequency rate Kch determines the number of accidents. per 1000 workers for a certain calendar period (year, quarter):
Kch =T/P*100%,
where T is the number of accidents for a specific period;
P - average number of employees
Injury severity coefficient K t characterizes the average duration of disability per accident:
K t =D/T*100%,
where D is the total number of days of incapacity for all accidents.
Group method analysis makes it possible to distribute accidents by type of work, dangerous and harmful production factors, information about the victims (age, gender, work experience, etc.), data on the time of the incident (month, day, shift, hour of the working day).
Topographic method consists of studying the causes of accidents at the place of their occurrence at the enterprise. At the same time, all accidents are systematically marked with symbols on the plans of the enterprise, resulting in the formation of a topogram on which work areas and places with an increased risk of injury are clearly visible.
A clearer understanding of the causes of injuries can be provided by monographic method of analysis. It consists in a detailed study of the entire complex of working conditions where the accident occurred - the technological process, workplace, equipment, protective equipment, etc. The monographic method allows us to identify not only the true causes of the accidents that occurred, but also the reasons that can lead to injuries, those. predict the level of injuries in a particular production.
Regulations on the investigation and recording of industrial accidents .
The investigation and recording of accidents is carried out in accordance with the “Regulations on the investigation and recording of industrial accidents and occupational diseases”.
Accidents accidents that occur to an employee on the territory of the enterprise, when being delivered to or from work by official transport, or while performing official tasks outside the territory of the enterprise are considered production-related.
Accidents accidents that occurred during the use of vehicles and the manufacture of any products without the permission of the administration, the theft of materials, tools, or as a result of the employee’s drunken state are considered not related to production.
The following accidents are subject to investigation:
when performing job duties, as well as when performing any actions on behalf of the employer;
On the way to or from work using the employer’s transport;
On the territory of the enterprise or at another place of work during working hours, including the established break;
In case of accidents at production facilities and equipment;
With an employee whose activity is related to movement between service facilities, during working hours on public transport or on foot along the way, as well as while traveling to the place of work on the instructions of the employer;
During working hours, on personal transport if there is an order from the employer for the right to use it for business trips or on behalf of the employer.
All those accidents that caused loss of ability to work for a period of at least one day, and also as a result of which the victim, in accordance with a medical report, are transferred to easier work, are subject to investigation.
An accident investigation is carried out within no more than three days by a commission, which includes an authorized representative of the enterprise with the participation of a trade union representative, an employee of the labor protection service or a person entrusted with these duties, and other specialists.
After completing the investigation, the authorized representative of the employer, with the participation of the above-mentioned persons, draws up a Report on an industrial accident f.N-1 in 3 copies and sends it to the injured person, the state labor inspector, and the labor protection specialist at the enterprise.
An act of f.N-P is drawn up regarding a non-production accident.
The certificate is kept at the enterprise for 45 years, since the consequences of a certain injury may appear after some time.
Severe, group and fatal accidents, which are investigated by a state labor inspector with the participation of authorized representatives of the employer, trade union, and a higher management body, are subject to special investigation and recording.
The employer, within 2 days after the end of the investigation, reviews the investigation documents, approves acts f.N-1 and f.N-P and registers it in the Register of Industrial Accidents or in the Register of Non-Occupational Accidents.
TOPIC: 5 MAN-MACHINE SYSTEM. CLASSIFICATION OF ERGONOMIC FACTORS. ORGANIZATION OF THE WORKPLACE, CONSIDERING LABOR SAFETY AND PRODUCTIVITY.
Labor activity- this is one of the forms of human activity aimed at transforming the natural world and creating material wealth. The structure of work activity includes:
1) consciously directed spruce - production of certain products, processing of natural materials, creation of machines and mechanisms and much more;
2) objects of labor- those materials (metal, clay) that people’s activities are aimed at transforming;
means of labor- all devices, instruments, mechanisms, devices with the help of which objects of labor are transformed;
technologies used- techniques and methods used in the production process.
The following parameters are usually used to characterize work activity:
1) labor productivity- the amount of products produced per unit of time;
2) labor efficiency- the ratio of material and labor costs, on the one hand, and the results obtained, on the other;
3) level of division of labor- distribution of specific production functions between participants in the labor process.
The influence of working conditions on the functional state of the human body and its performance .
Among the measures aimed at creating rational conditions for the production process, the worker’s work and rest regime plays an important role. All violations of the work regime during the working day lead to a decrease in performance and rapid fatigue. Rhythmic work is less tiring and provides greater safety for the worker. During the working day, a person’s performance does not immediately reach its highest stable value.
Performance- this is a person’s ability to perform certain work efficiently and productively in the shortest possible time.
The fundamental condition for increasing performance is:
1. enter into any work gradually;
2. work planning;
3. rational mode of work and rest;
4. the team’s attitude towards work;
5. uniformity and rhythm of work, which are selected individually.
A person’s performance depends on his health and work environment, on the organization of work and the nature of the production process, on qualifications and production experience, age and work experience, and on individual characteristics. A person’s ability to work is greatly influenced by his conviction in the social necessity of work and personal interest.
Working time before and after the lunch break is divided into three periods according to the level of performance:
working period;
period of stable performance;
period of reduced performance.
The first period lasts 30-60 minutes after the start of work. Having achieved a certain accuracy and speed of movements, a person begins to work with maximum efficiency (the second period begins). Then, gradually, as a consequence of advancing fatigue, labor productivity falls (third period). After the lunch break, performance again increases to an optimal level and also gradually decreases towards the end of the working day. Physiologists have noticed that often in the last 30-40 minutes one can observe an increase in performance, which they defined as the “final impulse”, the tension of a person completing his work day. Fatigue of a completely healthy person and a temporary decrease in his performance is a natural physiological process. To restore a person’s ability to work, he needs conditions for normal rest. For a manual worker, rest should be relaxing. After mental work, active rest is more appropriate.
Ergonomic safety fundamentals
One of the sciences, the results of which are used to ensure life safety, is ergonomics, which studies human capabilities in the process of various forms of activity in order to achieve the greatest efficiency and the most favorable (comfortable) operating conditions by combining the characteristics of a person and the environment.
In particular, in the “man-machine” system, ergonomics considers the problems of adapting technology to humans.
The successful functioning of this system is possible by ensuring at least the following five types of compatibility: informational, biophysical, energy, spatial-anthropometric and technical-aesthetic.
Information compatibility consists in providing such an information model of the device (machine) - information display devices (ID) and sensorimotor devices (controls - levers, handles, buttons, switches, etc.), which would reflect all the necessary characteristics of the machine at a given moment and allow the operator accurately receives and processes information in accordance with his psychophysiological capabilities (features of attention, concepts, etc.).
Successful solution of this problem contributes to operator safety, increases accuracy, quality, and productivity.
Biophysical compatibility involves the creation of environmental parameters (characteristics) (noise levels, vibration, lighting, microclimate, etc.) that comply with regulatory documents and ensure acceptable performance and normal physiological state of the operator.
Energy compatibility provides for the coordination of the applied effort, expended power, speed and accuracy of movements of the machine (equipment) controls with the optimal capabilities of the operator.
Spatial-anthropometric compatibility assumes the need to take into account the size of the human body, his ability to view the external space, working position (posture) when designing the workplace (determining the reach zone for the operator’s limbs, choosing the dimensions and design of the work table, seat, the distance of the operator to the instrument panel, etc.) .
Technical and aesthetic compatibility is to ensure human satisfaction from communication with the machine, from the work process, due to the elegant execution of the device or device, its design.
General ergonomic requirements for workplace organization .
A workplace is a place of permanent or temporary residence of a worker during the course of his or her work activity.
It must be organized in such a way as to create maximum convenience (comfortable conditions) for the worker and not disrupt technological processes.
The following ergonomic requirements are imposed on the workplace:
Sufficient work space that allows the working person to carry out the necessary movements and movements during the work process;
Sufficient physical, visual and auditory connections between people in the process of work, between the working person and the equipment;
Optimal placement of the workplace in production premises;
Necessary natural and artificial lighting;
Permissible level of noise and vibration created by equipment or other source;
Availability of necessary protective equipment for workers.
The design of the workplace must ensure fast, safe, simple and economical maintenance under normal and emergency conditions, and fully meet the functional requirements and expected operating conditions.
Lighting requirements are to ensure sufficient illumination of working surfaces, high quality and reliability of lighting installations, ease of maintenance and operation. In this case, fire and electrical safety requirements must be taken into account. Today we’ll only talk about lighting requirements.
One of the environmental factors that determine favorable working conditions is rational lighting of the work area. Insufficient lighting is one of the reasons for decreased labor productivity and the occurrence of occupational diseases of the visual apparatus.
Lighting is divided into:
- natural - lighting of rooms with sky light penetrating through light openings in external enclosing structures
- artificial - illumination of premises with artificial light using electric lamps
- combined - lighting in which insufficient natural lighting is supplemented with artificial
Types of natural indoor lighting:
- one-sided side (light openings in the walls) – light openings are located in one of the external walls
- double-sided side (light openings in the walls) – light openings are located in two opposite walls
- upper - light openings are located in the upper ceilings
- combined - a combination of top and side natural lighting
The amount of illumination in a room from natural light from the sky depends on the time of year, time of day, the presence of clouds, as well as the proportion of luminous flux from the sky that penetrates the room.
The proportion of luminous flux depends on:
- on the size of light openings (windows, skylights)
- light transmittance of glass (highly depends on how dirty the glass is)
- presence opposite light openings of buildings, vegetation
- reflectance coefficients of the walls and ceiling of the room (rooms with lighter colors have better natural light), etc.
Natural light is better in its spectral composition than artificial light created by any light sources. In addition, the better the natural lighting in the room, the less time you have to use artificial light, and this leads to savings in electrical energy. When there is insufficient illumination from natural light, artificial lighting created by electric light sources is used.
Types of artificial indoor lighting:
- working - lighting of premises, buildings, as well as areas of open spaces intended for work, the passage of people and traffic
- duty – lighting during non-working hours
- emergency - lighting for evacuating people from premises in case of emergency shutdown of working lighting
- evacuation - lighting for evacuating people from premises in the event of an emergency shutdown of working lighting, in passages, on stairs, in places where work is carried out outside buildings or indoors.
Working lighting is designed to ensure the normal execution of the production process, the passage of people, and traffic and is mandatory for all production premises. Working lighting is installed in all rooms and creates standardized illumination on working surfaces.
For emergency lighting, you should use safety lighting fixtures or part of the working lighting fixtures powered from an independent group line. For security lighting, it is recommended to use some of the general lighting fixtures. For emergency and safety (evacuation) lighting, incandescent or fluorescent lamps should be used, provided that the lamps are powered in all modes with an alternating current voltage of at least 90% of the rated voltage. Emergency and safety lighting should be sufficiently redundant through a rational choice of power supply, especially if it can be implemented at a minimal cost.
Emergency lighting is arranged to continue work in the event of an emergency shutdown of the working lighting. For emergency lighting, incandescent lamps are used, for which an autonomous power supply is used. The lamps operate all the time or turn on automatically in the event of an emergency shutdown of the working lighting. The minimum illumination of working surfaces with emergency lighting should be 5% of the normal illumination of working lighting, but not less than 2 lux.
Lighting requirements, special lighting requirements
- Evacuation lighting is designed to evacuate people from the premises in the event of an emergency shutdown of working lighting. To evacuate people, the level of equipment in the main passages and emergency exits must be at least 0.5 lux at field level and 0.2 lux in open areas.
- Security lighting is installed along the borders of areas guarded by special personnel. The lowest illumination at night is 0.5 lux.
- Signal lighting is used to mark the boundaries of dangerous zones. It indicates the presence of danger or a safe escape route.
Safety lighting (emergency for evacuation) should be installed: in the main passage rooms, corridors and staircases used for evacuating people from buildings where more than 50 people work or stay at the same time; also from health centers, book and archive depositories, regardless of the number of people staying there; assembly halls, dressing rooms, in rooms where more than 100 people can be present at the same time. (large auditoriums, dining rooms, assembly halls, conference rooms).
Security lighting must provide illumination of at least 0.5 lux on the floor of the main passages and on the steps of the stairs. In administrative buildings, illuminated “Exit” signs should be installed at the exits from the premises of dining and assembly halls, conference rooms and other premises designed for simultaneous occupancy more than 100 people; at exits from corridors adjacent to rooms where more than 50 people can be present at the same time; at the exits from the stages of conference halls and assembly halls, along corridors more than 25 m long. Exit light signs must be connected to the safety lighting network (evacuation), and light signs with built-in autonomous power sources must be connected to the working lighting network and switch automatically to an autonomous power source in case of emergency extinguishing of the working lighting.
According to its design, artificial lighting can be:
With general uniform lighting, all places in the room receive light from a common lighting installation. In this system, light sources are distributed evenly without taking into account the location of workplaces. The average level of illumination should be equal to the level of illumination required for the work to be performed. The systems are mainly used in areas where jobs are not permanent.
The system must meet the requirements:
- equipped with anti-glare devices (grids, diffusers, reflectors, etc.)
- part of the light should be directed to the ceiling and to the top of the walls
- Light sources should be mounted as high as possible to keep glare to a minimum and make illumination as uniform as possible
A general localized lighting system is designed to increase illumination by placing lamps closer to work surfaces. Lamps in such lighting often produce glare, and their reflectors should be positioned in such a way that they remove the light source from the worker’s direct field of vision. For example, they can be directed upwards.
Combined lighting, along with general lighting, includes local lighting (local lamp, such as a table lamp), which concentrates the light flux directly on the workplace. The use of local lighting in conjunction with general lighting is recommended for high lighting requirements. The use of local lighting alone is unacceptable, since there is a need for frequent re-adaptation of vision, creating deep and sparse shadows and other unfavorable factors. Therefore, the share of general lighting in combined lighting should be at least 10% (for rooms with natural light).
Combined lighting
Lighting requirements, combined room lighting
In addition to natural and artificial lighting, a combination of them can be used when the illumination due to natural light is not enough to perform a particular work. This type of lighting is called combined lighting. To perform work of the highest, very high and high precision, combined lighting is mainly used, since, usually, natural light is not enough.
The lighting in the workplace must correspond to the nature of visual work, which is determined by the following parameters:
- There should be no sharp shadows in the workplace.
- Ensure constant lighting in the workplace over time.
- Lack of direct and reflected glare in the field of view.
- Rational direction of the light flux.
- Provide the required spectral composition.
- Safety and ease of operation.
- Natural and artificial lighting in rooms is regulated by standards depending on the nature of visual work, the system and type of lighting, the background, and the contrast of the object with the background.
In production and administrative and public premises, in cases where work is primarily done with documents, it is allowed to use a combined lighting system (in addition to general lighting, local lighting lamps are additionally installed to illuminate the area where documents are located). The illumination on the table surface in the area where the working document is placed should be 300-500 lux.
See also on this topic.
Lighting standards for industrial premises are an indicator that is very important for efficient production. Compliance with them helps reduce the number of defects and, accordingly, increase productivity (according to calculations, high-quality lighting can increase this indicator by 10%) and product quality. In addition, compliance with these standards is important for the normal well-being of workers, which has a positive effect on their performance, and therefore on their labor productivity. Also, due to insufficient lighting, you may face the problem of injuries at work.
Compliance with lighting standards means ensuring it is at a sufficient level at each workplace.
Do not think that in this case we are talking only about artificial lighting. Three types of lighting are used in industrial premises.
- The first is natural illumination due to sunlight and reflected from the sky or diffuse light. In turn, natural light can enter the room through openings in the roof area of the building (in this case it is called overhead lighting), through windows (this is side lighting) or in both ways at once (this is called combined lighting). Natural lighting is, of course, the most pleasant and beneficial for the eyes of workers, but its disadvantage is its instability, dependence on the time of day, weather, and season.
- In production it is impossible to do without the second type of lighting - artificial. Different types of lamps can be used for it. In addition, in production, as a rule, there are several different lighting systems: used for work or for building security, emergency, duty.
- Most often today, a combination of artificial and natural lighting is used in industrial premises, which is called combined.
When calculating lighting for production, the following requirements should be taken into account:
And of course, all lighting equipment must comply with safety requirements and standards, be in good working order and regularly undergo appropriate inspections.
To assess the level of illumination in numerical values, an indicator characterizing the illumination of 1 square meter with one lumen is used - this is lux (LK). In addition, it is worth knowing such a designation as KEO (natural illumination coefficient). This coefficient differs depending on the nature of the work performed: the higher their accuracy must be and the more “small” the work, the higher the coefficient.
Lighting standards for industrial premises table
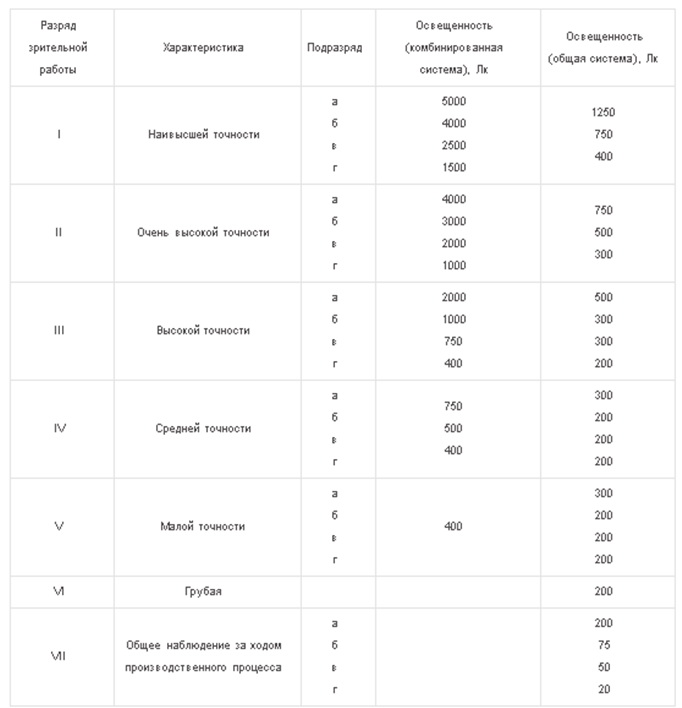
As you can see, the standards distinguish 4 main groups: group a - this is the level of lighting during constant work, b - when personnel are in the room constantly, but the work is carried out in periods, c - periodic not only work, but also the presence of workers in this room, d – lighting for monitoring production processes.
There are also certain standards for office premises.
When calculating and installing industrial lighting, do not forget that it must meet a fairly large list of requirements: naturally, the first is full compliance with all standards. In addition, it is worth taking care of the reliability of the lighting system and safety for employees. In industrial premises, more than anywhere else, the resistance of the lighting system to mechanical stress and vibration is important. Also, many production owners today are seriously puzzled by the issue. In this case, it is worth choosing not standard incandescent lamps for equipping production, but more expensive options that pay for themselves over a long period of time: these can be or. In addition, to save energy in walk-through areas, you can equip the lighting system with motion sensors.
An example of calculating the illumination of industrial premises
To calculate the artificial illumination of industrial premises, three main methods are used: the specific power method, the point method and the light flux utilization factor.
To calculate the luminous flux coefficient, the area of the room and the area of all horizontal surfaces that reflect light are taken into account.
The power density method does not give exact values; it is used most often for documents, surveys, and preliminary estimates of the cost of a lighting system. The point method is considered more accurate. It is used when there are direct light sources in the room. In this case, the degree of illumination is calculated at each point and for each light source. The technique itself is considered quite labor-intensive, but at the same time very accurate.
To calculate the lighting of a room, several steps should be taken: firstly, select a lighting system, secondly, calculate lighting standards for each workplace, taking into account the unevenness of lighting. You should also consider whether there are reflective surfaces in the room. What color are the walls and ceiling painted? After this, the room index and the required number of lamps are calculated. All received data is plotted on the drawing.
Related materials:
