В данной статье мы хотели бы раскрыть все нюансы сварки электродом для начинающих. Если вы не собираетесь стать профессионалом в сфере сварки, но научиться работать со сварочным аппаратом хочется, мы проведем пару уроков по сварке для начинающих. Конечно, сразу вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное - понять, как правильно варить сварочным аппаратом и электродами если вы новичок, а также постичь основные приемы работы.
В этом уроке сварки для чайников мы ответим на следующие вопросы: “как правильно варить сваркой начинающим”, “как правильно варить шов сваркой” и обязательно расскажем “как правильно варить инверторной сваркой”.
Рис.1 - Сварочный инвертор FUBAG IR 160
Ручная дуговая сварка покрытыми плавящимися электродами (ручная дуговая сварка MMA) – это один из самых доступных для обучения методов сварки.
Наш первый урок сварки для начинающих
Прежде всего, нужно определиться с вашими задачами. От этого будет зависеть и выбор аппарата для сварки.
Основной параметр сварочного инвертора – это диапазон сварочного тока.
Выбор по этому параметру напрямую связан с объемами, видами и периодичностью работ, которые вы планируете.Также желательно, чтобы Ваш инвертор имел функцию облегчения розжига и анти прилипания электрода – это значительно облегчит отработку навыка розжига и удержания дуги. В этом ролике мы подробно про них расскажем.
Предположим, ваша жена решила стать садоводом и вам предстоит возвести каркас теплицы или Вы строите бокс для гаража.
Материалом для таких работ обычно служит мелкий фасонный прокат (уголок, профильные трубы) и листовая сталь толщиной 2-3 мм. Проводят такие работы как правило электродами на 3 мм при токе 80-130 А.
На примере сварочного инвертора FUBAG IR 160 со сварочным током в диапазоне 10-160 А мы покажем с чего начать.
Пару слов о том, почему выбираем именно инвертор. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Например, данный аппарат весит всего 3 кг.
К тому же, современные инверторы оснащаются функциями, которые облегчают жизнь сварщику, особенно начинающему – горячим стартом, анти прилипанием и форсажем дуги.
Названия функций звучат красиво, но зачем они нужны и чем облегчат Вашу жизнь?
Hot Start
Функция Hot Start ХОТСТАРТ (Горячий старт) обеспечивает уверенное зажигание дуги. В момент поджига аппарат на доли секунды автоматически увеличивает силу тока дополнительно к заданной сварщиком. Благодаря этому электрод моментально разогревается и легко зажигает дугу. Если в аппарате такой функции нет, то могут возникнуть сложности с розжигом дуги.
Arc – force
Arc – force АРК ФОРС (форсаж дуги) . Если в процессе сварки сварочная дуга по каким-то причинам «рвется» и гаснет, функция аркфорс автоматически даёт дополнительные импульсы тока, что позволяет сварщику работать без случайного обрыва дуги.
Аnti Stick
АNTI STICK (АНТИСТИК) – легкое отделение залипшего электрода без повреждения обмазки.
Иногда электрод прилипает к металлу и происходит короткое замыкание. Отделить электрод от заготовки в этот момент практически невозможно. Функция АNTI STICK срабатывает при таком коротком замыкании и сбрасывает значения тока до минимума. Электрод можно легко отделить от заготовки. После этого ток автоматически возвращается к установленным значениям и Вы можете продолжать работу этим же электродом.
- Подбираем электрод
Со сварочным инвертором понятно. Что еще понадобится для сварки чайникам – электроды! Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину т.к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Для начала вы можете пользоваться вот такой таблицей для подбора электродов для сварки ММА:

Рис.3 - Электроды fubag FB46
По мере приобретения собственного опыта и предпочтений, Вы сможете подбирать удобные для вас диаметры и виды электродов.
При работе со сваркой защита для глаз – обязательное условие! Мы будем пользоваться маской сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большой зоной обзора. Кроме того понадобятся краги, спецодежда и обувь, чтобы избежать ожогов от искр и расплавленного металла.

Рис.4 - Сварочная маска FUBAG ULTIMA Panoramic 5-13
- Готовим рабочее место и заготовки
Перед началом работы необходимо подготовить рабочее место. Мы будем варить на специальном демонстрационном столе. В рабочих условиях проследите, чтоб в непосредственной близости от сварки не было легковоспламеняющихся материалов.
Часто начинающие сварщики делают большую ошибку, когда пренебрегают подготовкой деталей под сварку. На свариваемых деталях всегда имеются различные загрязнения - ржавчина, краска. Такие загрязнения влияют на качество шва. Необходимо металлической щеткой зачистить зоны шва на ширину 20-25 мм от стыка. Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.

Рис.5 - Зачистка зоны шва
Аппарат нужно установить в горизонтальном положении. Теперь подключаем сварочные кабели к силовым разъемам аппарата.
Возможны два варианта подключения массы и электрододержателя:
Прямая полярность
– когда заготовка подключается к плюсу, а электрод к минусу.
Обратная полярность – электрод к плюсу, заготовка к минусу.

Рис.6 - Подключение сварочных кабелей
На пачке с электродами указывается полярность, на которой рекомендовано ими работать. Например, эти электроды – для работы на обратной полярности, т.е. они подключаются к плюсу.
Мы работаем электродами для сварки как на обратной, так и на прямой полярности.
Рис.7 - Электроды FB 46 D3.0 мм
И мы будем варить на обратной полярности.
Более подробно о прямой и обратной полярности – смотрите в ролике «как подобрать электроды для сварки».
- Выставляем силу тока
Теперь можно подключить аппарат в сеть и выставить нужный сварочный ток. Сила сварочного тока подбирается в соответствии с диаметром электрода и толщиной свариваемого металла. На начальном этапе вы можете ориентироваться по таблицам, которые даны на каждом сварочном аппарате. Когда приобретёте достаточный опыт, то сможете подбирать силу тока под свой стиль.
Мы варим сталь 3 мм электродами диаметром 3. Соответственно, выставляем нужный нам рабочий ток – 100А. Наш имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.

Рис.8 - Настройка сварочного тока
Не стоит выставлять значение выше максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
- Зажигаем сварочную дугу
Потренируемся в зажигании сварочной дуги. Зажечь сварочную дугу можно двумя способами - касанием и чирканьем.
- Чиркая электродом к ак спичкой на месте начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние.

Рис. 9 - Способ зажигания сварочной дуги - чирканье
- Способ касанием (его еще называют постукиванием) отличается лишь тем, что мы не ведем электрод по поверхности металла, а просто касаемся его краем места начала сварного шва и отводим электрод.

Рис.10 - Способ зажигания сварочной дуги - касание
Держите электрод под углом около 45 градусов и старайтесь поддерживать этот зазор между электродом и металлом в 3-4 мм по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону, оторвите и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги между электродом и деталью.
Попробуйте поработать и тем, и другим способом и выберите, какой Вам подходит больше.
- Пробуем варить
Когда у Вас все получится с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения. Расплавленный металл как бы «подгребайте» к центру дуги.
В конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).

Рис. 11 - Наплавление валика
К концу урока “сварки для начинающих” у Вас должен получиться красивый шов, имеющий маленькие волны из наплавленного металла. После остывания необходимо отбить шлак. Должен получился вот такой валик.

Рис.12 - Красивый шов
Когда Вы уверенно научитесь делать такие заготовки, можно переходить к следующему этапу – пробовать варить различными видами швов. А вот какие бывают виды швов, как передвигать электрод чтоб добиться красивого и надежного шва мы расскажем в следующей статье!
26 Июля 2019
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.
![]()
Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.

Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.

Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.

С помощью этого аппарата можно сделать качественный сварной шов
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.

Какие электроды выбирать
Электроды бывают различных видов и марок. Это обусловлено необходимостью подбора металла соединяемых деталей и такого же металла электрода.
На каждом электроде размещена маркировка, которая дает сварщику всю необходимую информацию. Научиться читать маркировку несложно.

На электродах указана специальная маркировка
Часто сверху они покрыты различной обмазкой, придающей электродам свойства, необходимые для сварки разных металлов и условий работы. Вот таблица классификации электродов по видам покрытий и особенностям применения.

Специальная обмазка придаёт электродам особые свойства, необходимые для сварки разных металлов
Классификация электродов по типам и назначению отражается в маркировке изделий.

Электроды различаются по типам и назначению
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.
Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Как научиться варить сваркой - руководство для начинающих
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.

В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Подключение сварочного аппарата
Чтобы сварка работала безопасно, нужно подключить аппарат к сети, соблюдая следующие правила:
- Сначала необходимо проверить напряжение и частоту тока. Эти данные должны быть одинаковыми в сети и на корпусе аппарата.
- Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварочника позволяет выбирать напряжение – нужно выставить его сразу. Подключение делается через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверяем все соединения, кабели, штепсели.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможно падение напряжения. Оно останавливает процесс работы и может вывести из строя сварочное оборудование. В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.

Сварочный аппарат устроен просто
Как выбрать нужный ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность работы. Чем выше ток – тем стабильнее дуга и больше глубина проплава. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение выставляется для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.

Сила тока зависит от расположения заготовок и от размера электрода
Как зажечь дугу
Первый способ - касание. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Второй способ – чирканье. Нужно поднести электрод к поверхности заготовки и чиркнуть им по детали, как будто зажигаешь спичку. Облегчить розжиг электрода можно, обстукав с его края обмазку.
Наклон и движение электрода
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Угол наклона электрода для начинающего сварщика лучше соблюсти около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже показана схема дуговой сварки.

Угол наклона электрода около 70 градусов
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.

В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.

Как правило, применяются все три направления, они могут накладываться друг на друга и образовывать траекторию
Выполнение сварных швов
Потолочный сварочный шов
Этот шов считается самым сложным, так как ванна сварки перевернута вверх дном и расположена над сварщиком. Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
- лесенкой;
- полумесяцем;
- обратнопоступательно.

Потолочный шов считается самым сложным
Видео: выполнение потолочного шва
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не стекал, электрод следует располагать под наклоном 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов одним проходом.

При выполнении вертикального шва электрод располагается по углом 45-50 градусов
Видео: вертикальный шов
23.03
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.

При выполнении горизонтального шва нужно правильно подобрать угол наклона электрода и скорость прохода
Угловой
При формировании угловых или тавровых швов детали располагаются под разными углами лодочкой так, чтобы расплавленный металл стекал в угол. Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.

При угловой сварке движение электрода начинается из нижней точки
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- тщательно очищаем деталь;
- если торцы трубы деформированы, обрезаем или выправляем их;
- очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.

Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
У любого домашнего мастера часто возникают ситуации, когда без применения электросварки не обойтись. Ранее в таких ситуациях чаще всего приходилось обращаться к профессионалам в мастерские, поскольку сварочный аппарат мог себе позволить далеко не каждый любитель. И дело вовсе не в дороговизне (хотя это тоже немаловажный фактор), а в том, что традиционные трансформаторные аппараты очень требовательны к электросети. Подключив его в бытовую сеть, скорее всего, получите «выбитые» автоматы или сгоревшие предохранители.
Что представляет собой инвертор
 Сейчас есть широкий ассортимент инверторных сварочных аппаратов
, которые гораздо менее требовательны к электросети, обладают малым весом и компактными размерами. К тому же они отличаются довольно демократичной ценой. Но купить - это только полдела, главное, научиться самостоятельно варить. Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Сейчас есть широкий ассортимент инверторных сварочных аппаратов
, которые гораздо менее требовательны к электросети, обладают малым весом и компактными размерами. К тому же они отличаются довольно демократичной ценой. Но купить - это только полдела, главное, научиться самостоятельно варить. Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Сначала преобразование в ток с высокочастотными характеристиками, а после - в постоянный ток, при этом коэффициент полезного действия (КПД) достигает около 90%. Практически все инверторные аппараты предназначены для бытового применения и рассчитаны на напряжение в 220 В. Ими лучше всего варить электродами диаметром от 2 мм до 4 мм. Немаловажным плюсом такой дуговой сварки для начинающих является сравнительная простота розжига и удержания дуги.
 Основа для чайника в вопросах работы ручного сварочного аппарата - понимание, как образовывается шов. Электрическая дуга возникает при взаимодействии сердцевины электрода и металлической поверхности. Загорается обмазка, и она начинает плавиться, переходит в жидкое состояние, выделяется газ. Этот газ окружает место сварки (сварочная ванна) и препятствует проникновение к нему воздуха.
Основа для чайника в вопросах работы ручного сварочного аппарата - понимание, как образовывается шов. Электрическая дуга возникает при взаимодействии сердцевины электрода и металлической поверхности. Загорается обмазка, и она начинает плавиться, переходит в жидкое состояние, выделяется газ. Этот газ окружает место сварки (сварочная ванна) и препятствует проникновение к нему воздуха.
Расплавленный металл из сердечника переходит на сварочную ванну, частично смешивается с расплавленными металлом из нее и застывает, образуется шов. Обмазка, которая ранее перешла в жидкое состояние, застывая, образует шлак, его нужно после сваривания удалять. Можно пойти на уроки сварки для начинающих или практиковаться самому.
Необходимое оборудование и экипировка
Прежде чем постигать на практике основы электродуговой сварки, необходимо подготовить все необходимое:

Не забудьте также подготовить свое рабочее место - убрать все мешающие и легковоспламеняющиеся предметы. Желательно иметь под рукой огнетушитель , на случай возникновения нештатной ситуации. На случай ожога сетчатки глаз («нахвататься зайчиков») нужно купить специальные глазные капли или воспользоваться народными методами.
Как правильно сваривать металл
 Итак, все готово и можно постигать технику электросварки для начинающих. Курс обучения лучше всего начать со сваривания двух отрезков металла или трубы толщиной около 5 мм. В первую очередь необходимо зачистить место сваривания от ржавчины и грязи при помощи обычной щетки по металлу. Если этого не сделать, то будет трудно зажечь электрод, да и соединение будет с дефектами.
Итак, все готово и можно постигать технику электросварки для начинающих. Курс обучения лучше всего начать со сваривания двух отрезков металла или трубы толщиной около 5 мм. В первую очередь необходимо зачистить место сваривания от ржавчины и грязи при помощи обычной щетки по металлу. Если этого не сделать, то будет трудно зажечь электрод, да и соединение будет с дефектами.
Чтобы сварить детали указанной толщины, следует воспользоваться электродом ф3 мм. Для такого электрода на инверторном аппарате следует выставить ток около 100 А. Чаще всего регулировочная шкала на инверторе врет и необходимо подкручивать «по ситуации», если металл недостаточно прогревается добавить, если горит - уменьшить.
Работа по свариванию начинается с розжига дуги, для этого необходимо постучать концом электрода по металлу или чиркнуть, как спичкой. С первого раза, скорее всего, не получится , но здесь тот случай, когда необходимо пробовать, а не смотреть. После розжига дуги электрод необходимо проводить вдоль линии шва на расстоянии около 2 мм, при этом «выписывая» фигуры, как бы сшивая свариваемые детали. Благодаря этому шов становится прочнее и шире.
Теперь по поводу длины дуги, 2 мм это оптимальное расстояние в большинстве случаев, при большем расстоянии дуга не стабильна, место сварки не прогревается в достаточной мере и соединение получается очень слабое. Если выдерживать слишком маленькое расстояние, шов получается очень выпуклым, площадь сварки недостаточная, как следствие - непрочное соединение. В зависимости от условий и предпочтений сварщика, есть три метода ведения электрода вдоль шва:

 После сваривания деталей легким постукиванием молотком следует отделить шлак и проконтролировать полученный шов. Не стоит ожидать, что все получится уже с первого раза. Чтобы начать более или менее правильно варить, добиваться желаемого результата и чувствовать процесс сварки, нужно выварить не один десяток килограмм электродов.
После сваривания деталей легким постукиванием молотком следует отделить шлак и проконтролировать полученный шов. Не стоит ожидать, что все получится уже с первого раза. Чтобы начать более или менее правильно варить, добиваться желаемого результата и чувствовать процесс сварки, нужно выварить не один десяток килограмм электродов.
Главное - практика, но она должна быть подкреплена теоретическими знаниями. Если вы начинающий сварщик, вам для обучения пригодится самоучитель. Также можно посмотреть видеоурок в интернете.
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
 Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор - сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями , благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги , а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления :
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+" и «-").
Дополнительно в наборе имеются 2 кабеля . Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
 Инвертор - электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор - электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами , накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока , т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока - получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги . Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину , т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги - от 2 до 3 мм . Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Для работы со сваркой необходимы следующие защитные элементы:

Необходимо подготовить безопасное место для сварки :
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить . Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов
 Сварка таких швов (наклонных и потолочных) - довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Сварка таких швов (наклонных и потолочных) - довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
Полярность при сварке
 Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности .
- В первом случае электрод подключают к минусу, а металл - к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл - к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной - тонкий.

Помимо того, что сваркой можно соединять детали, ею можно и разрезать их . Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле - практика.
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 - 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять - личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах.  Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.

Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.

При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
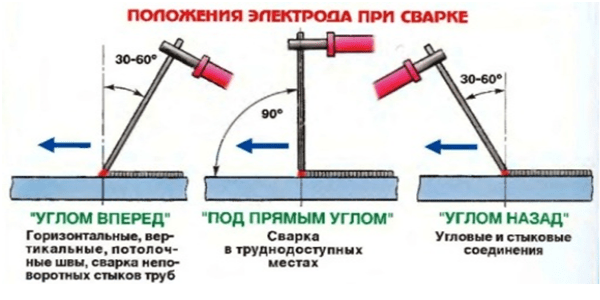
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла - деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
Обычные (37)
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
большое спасибо!!!
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.